
Sinupower meneroka bagaimanaTiub Segiempatberkelakuan semasa proses pemotongan, penggerudian dan kimpalan dalam persekitaran fabrikasi moden, di mana geometri dan tindak balas bahan secara langsung mempengaruhi ketepatan dan kebolehpercayaan struktur dalam aplikasi hiliran.
Dalam bengkel fabrikasi, profil berongga segi empat tepat sering dianggap sebagai elemen struktur yang mudah, tetapi realitinya lebih bernuansa. Permukaan rata, sudut tajam dan gelagat ketebalan dinding yang berubah-ubah memperkenalkan cabaran unik jika dibandingkan dengan profil bulat. Setiap peringkat—memotong, menggerudi dan mengimpal—memerlukan kawalan tegas terhadap tekanan, haba dan ubah bentuk untuk mengekalkan ketepatan dimensi dan kestabilan fungsi.
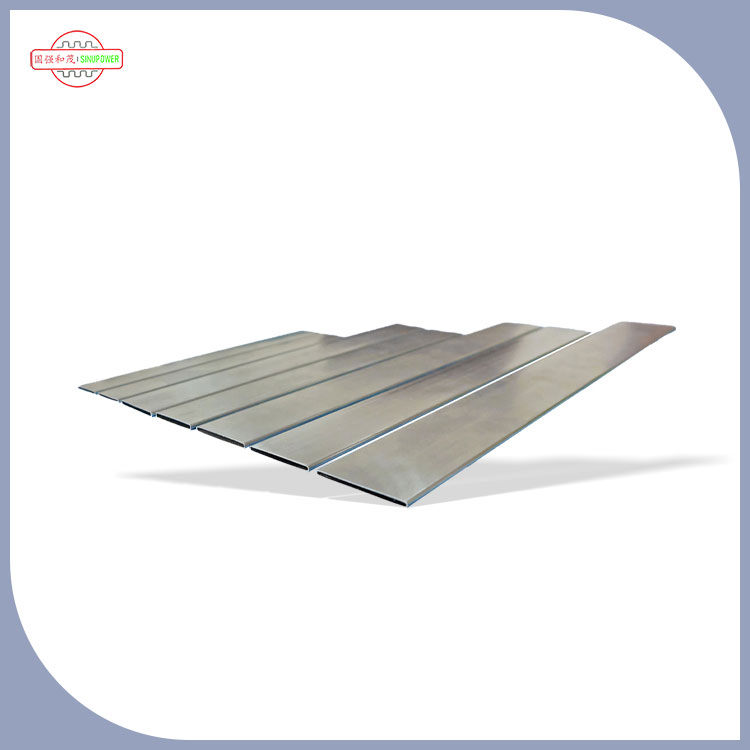
Tiub Segiempat tepat digunakan secara meluas dalam sistem di mana kecekapan ruang dan pengagihan beban penting. Walau bagaimanapun, geometri mereka mewujudkan titik kepekatan tegasan yang tidak sekata, terutamanya di sudut.
Tidak seperti tiub bulat, di mana daya mengagihkan sama rata di sepanjang kelengkungan, profil segi empat tepat menumpukan tegasan di sepanjang tepi. Ciri ini menjadi penting terutamanya semasa proses fabrikasi, di mana daya mekanikal dan input haba boleh mengubah integriti struktur jika tidak dikawal dengan betul.
Bentuk segi empat tepat memperkenalkan tiga kesan kejuruteraan utama:
- Penguatan tegasan sudut
- Pengagihan haba tidak sekata semasa mengimpal
- Kekakuan bergantung arah
Kesan ini mempengaruhi cara setiap langkah fabrikasi dirancang dan dilaksanakan.
Pemotongan ialah langkah pertama di mana Tiub Segiempat tepat mula menunjukkan tingkah laku yang bergantung kepada geometri. Sama ada menggunakan gergaji mekanikal, sistem pelelas atau kaedah pemotongan haba, bahan bertindak balas secara berbeza di sepanjang permukaan rata berbanding sudut.
Dalam pemotongan mekanikal:
- Permukaan rata membenarkan sentuhan bilah yang stabil
- Sudut cenderung menghasilkan pancang getaran
- Pembentukan burr lebih berkemungkinan di pintu keluar tepi
Ketegaran bahagian segi empat tepat bermakna daya pemotongan tidak sekata diserap, memerlukan kadar suapan terkawal untuk mengelakkan herotan.
Apabila kaedah terma digunakan, pemanasan setempat memperkenalkan perbezaan pengembangan merentasi dinding tiub. Oleh kerana geometri segi empat tepat mempunyai berbilang laluan terma, haba meresap secara tidak sekata, kadangkala menyebabkan sedikit meledingkan jika penyejukan tidak seimbang.
Penggerudian memperkenalkan salah satu interaksi yang paling menarik antara daya alat dan geometri bahan. Muka rataTiub Segiempatmembenarkan kemasukan alat yang stabil, tetapi pengagihan tegasan dalaman berubah apabila gerudi menembusi.
Semasa penggerudian:
- Sentuhan awal adalah stabil kerana sokongan permukaan rata
- Penembusan pertengahan mewujudkan zon pengumpulan cip
- Fasa keluar selalunya menjana risiko ubah bentuk
Bahagian pintu keluar sangat sensitif kerana sokongan bahan berkurangan, yang membawa kepada potensi pembentukan burr atau sedikit oval lubang.
Apabila gerudi bertambah maju, tekanan mengedarkan semula sepanjang dinding tiub. Sudut boleh sama ada menyerap atau mencerminkan tegasan bergantung pada ketebalan dan komposisi bahan. Ini menjadikan konsistensi penggerudian bergantung pada kedua-dua kawalan suapan dan strategi penyejukan.
Kimpalan ialah tempat Tiub Segi Empat menunjukkan tindak balas fizikalnya yang paling kompleks. Gabungan input haba dan kekangan geometri membawa kepada pengembangan setempat, penguncupan, dan pembentukan tegasan sisa.
Tidak seperti bahagian bulat yang membolehkan resapan haba yang lebih lancar, profil segi empat tepat menumpukan tenaga haba di sepanjang jahitan dan sudut kimpalan. Ini mewujudkan:
- Kadar penyejukan tidak sekata
- herotan setempat berhampiran sendi
- Pengumpulan tegasan sisa di sepanjang tepi
Apabila kawasan yang dikimpal menjadi sejuk, daya penguncupan menarik secara tidak rata merentasi panel rata. Ini boleh menyebabkan sedikit tunduk atau herotan sudut jika tidak seimbang melalui penjujukan terkawal.
| Peringkat Proses | Cabaran Utama | Kelakuan Tiub Segi Empat | Fokus Kawalan |
| Memotong | Getaran tepi | Kepekatan tekanan di sudut | Kestabilan suapan |
| Menggerudi | Keluar ubah bentuk | Pelepasan tekanan tidak sekata | Sokongan & penyejukan |
| Kimpalan | herotan terma | Pengumpulan haba sudut | Imbangan haba |
| Pasca pemprosesan | Pembetulan dimensi | Kelonggaran tekanan sisa | Kawalan penjajaran |
Perbandingan ini menyerlahkan bagaimana setiap peringkat memperkenalkan tindak balas mekanikal dan haba yang berbeza yang mesti diuruskan secara bebas.
Kelakuan Tiub Segiempat tepat bukan sahaja bergantung kepada geometri tetapi juga bergantung kepada bahan. Aluminium, aloi tembaga, dan struktur berasaskan keluli masing-masing bertindak balas secara berbeza kepada input mekanikal dan haba.
Profil berasaskan aluminium:
- Kekonduksian haba yang tinggi
- Pelesapan haba yang lebih cepat semasa mengimpal
- Lebih terdedah kepada ubah bentuk setempat jika terlalu panas
Profil berasaskan keluli:
- Ketegaran struktur yang lebih tinggi
- Resapan haba yang lebih perlahan
- Rintangan yang lebih baik terhadap ubah bentuk akibat penggerudian
Pilihan bahan mempengaruhi betapa agresif setiap langkah fabrikasi boleh dilakukan tanpa menjejaskan kestabilan struktur.
Kualiti permukaan selepas pemotongan adalah penunjuk kritikal kawalan fabrikasi. Geometri segi empat tepat memperkenalkan tingkah laku permukaan yang unik:
- Muka rata mengekalkan garis potongan yang lebih licin
- Sudut sering menunjukkan cip mikro
- Pembentukan burr cenderung untuk menumpukan perhatian di tepi keluar
Mengekalkan kualiti kelebihan yang konsisten memerlukan pengimbangan ketajaman alat, kadar suapan dan kawalan getaran.
Dalam aplikasi ketepatan tinggi, kemasan sekunder sering digunakan untuk menstabilkan geometri tepi sebelum peringkat fabrikasi berikutnya.
Salah satu cabaran utama dalam fabrikasi Tiub Rectangular ialah mengekalkan penjajaran lubang merentasi permukaan rata.
Faktor yang mempengaruhi ketepatan:
- Variasi ketebalan dinding tiub
- Pesongan alat di bawah beban
- Pembentukan haba semasa penggerudian berterusan
Penyelewengan lebih berkemungkinan apabila berbilang lubang digerudi mengikut urutan tanpa membenarkan pemulihan haba bahan.
Strategi kimpalan memainkan peranan penting dalam meminimumkan herotan. Oleh kerana geometri segi empat tepat menyekat laluan pengembangan semula jadi, haba mesti diedarkan dalam urutan terkawal.
Pendekatan penstabilan biasa:
- Arah kimpalan bergantian
- Pas kimpalan bersegmen pendek
- Selang penyejukan terkawal
Kaedah-kaedah ini mengurangkan pengumpulan tekanan sisa di sepanjang tepi yang panjang.
Semasa fabrikasi, Tiub Rectangular boleh mengalami tiga jenis herotan utama:
- Ubah bentuk sudut pada sudut
- Permukaan rata tunduk kerana penguncupan haba
- Puutan kilasan daripada jujukan kimpalan yang tidak sekata
Setiap jenis dikaitkan dengan peringkat fabrikasi yang berbeza dan memerlukan kaedah pembetulan yang disasarkan.
Wawasan utama dalam pemprosesan moden ialah pemotongan, penggerudian dan kimpalan bukanlah langkah yang bebas. Setiap peringkat mempengaruhi peringkat seterusnya.
Contohnya:
- Tekanan mikro akibat pemotongan boleh menguatkan sisihan penggerudian
- Pembentukan haba penggerudian boleh menjejaskan kestabilan kimpalan
- herotan kimpalan boleh mengubah ketepatan dimensi akhir
Tingkah laku yang saling berkaitan ini menjadikan perancangan proses penting dan bukannya pilihan.
Dari sudut pandangan kejuruteraan, Tiub Segi Empat Berperilaku seperti sistem tenaga terkurung semasa fabrikasi. Daya mekanikal, input haba, dan geometri struktur berinteraksi secara berterusan.
Daripada merawat setiap proses secara berasingan, pendekatan fabrikasi moden memberi tumpuan kepada:
- Pemetaan tekanan merentasi struktur tiub
- Ramalan aliran haba semasa mengimpal
- Kawalan getaran semasa pemotongan dan penggerudian
Pandangan bersepadu ini membantu mengurangkan ubah bentuk kumulatif merentas peringkat.
Profil segi empat tepat biasanya digunakan dalam sistem yang memerlukan sokongan struktur padat dan pengagihan beban berarah, seperti:
- Perhimpunan pertukaran haba
- Sistem rangka struktur
- Saluran cecair tertutup
- Sokongan mekanikal modular
Dalam persekitaran ini, ketepatan fabrikasi secara langsung mempengaruhi kestabilan sistem dan prestasi jangka panjang.
Kelakuan Tiub Segi Empat semasa memotong, menggerudi dan mengimpal dikawal oleh interaksi antara geometri, sifat bahan dan tenaga proses. Setiap peringkat memperkenalkan cabaran mekanikal dan terma yang berbeza yang mesti diuruskan untuk mengekalkan integriti struktur dan ketekalan dimensi.
Dalam rangka kerja ini,Tiub Pemindahan Haba Sinupower Changshu Ltd.terus meneliti dinamika fabrikasiTiub Segiempatsebagai sebahagian daripada penyelidikan yang lebih luas ke dalam pemprosesan tiub ketepatan dan pembangunan komponen pemindahan haba.