
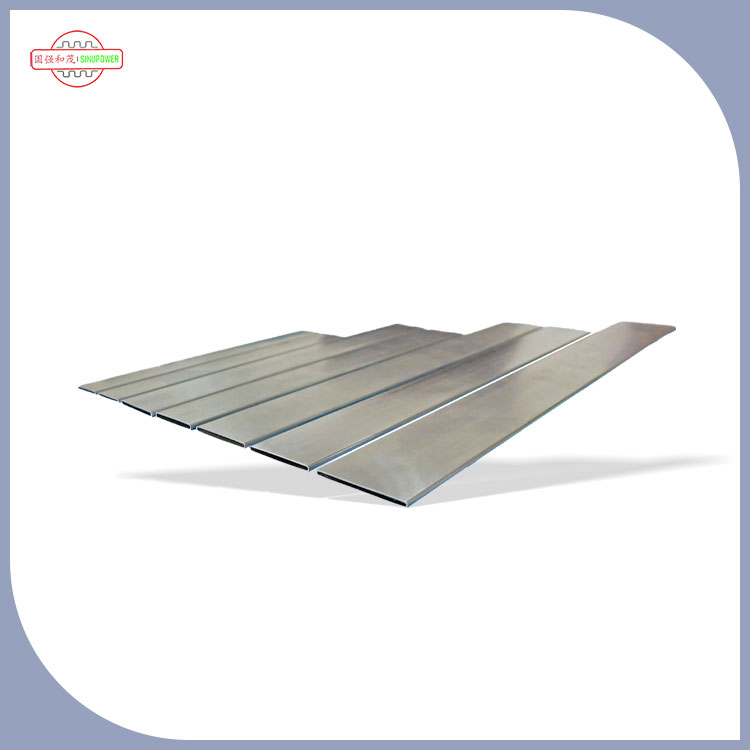
Tiub bujur rataadalah bujur rata di bahagian silang (paksi panjang 80-200mm, paksi pendek 30-80mm), dan masalah seperti kecelakaan seksyen silang dan burrs yang berlebihan terdedah apabila memotong sudut kanan. Proses dan alat profesional diperlukan untuk mencapai pemprosesan yang tepat untuk memastikan kualiti kimpalan atau pemasangan berikutnya.
Kesukaran memotong tertumpu pada ciri-ciri keratan rentas. Struktur asimetrik tiub bujur rata menjadikannya sukar untuk memastikan ketepatan sudut yang betul dari kaedah satu saiz tradisional. Jika sisihan sudut pemotongan lebih besar daripada 1 °, jurang sendi pantat akan melebihi 0.5mm, yang mempengaruhi kekuatan kimpalan. Di samping itu, apabila ketebalan dinding tiub (biasanya 2-5mm) tidak sekata, terlalu panas dan ubah bentuk tempatan terdedah. Terutama dalam pemprosesan bahan keluli tahan karat, suhu tinggi akan menyebabkan skala oksida membentuk, meningkatkan kos pengisaran berikutnya.
Pemilihan alat perlu dipadankan dengan bahan dan spesifikasi. Untuk tiub bujur rata keluli karbon rendah, pemotongan plasma (semasa 80-120A) disyorkan, dengan kelajuan pemotongan 10-15mm/s, dan kesilapan menegak bahagian boleh dikawal dalam 0.3mm/m; Untuk bahan keluli tahan karat, pemotongan laser (kuasa 500-1000W) lebih disukai, yang menyedari pemprosesan tanpa sentuh melalui rasuk cahaya tenaga tinggi yang dihantar oleh serat optik, dengan zon yang dipengaruhi haba <0.1mm untuk mengelakkan kakisan intergranular. Tiub berdinding nipis (ketebalan <3mm) boleh menggunakan pemotongan dawai CNC dengan ketepatan ± 0.01mm, yang sesuai untuk pemprosesan komponen ketepatan.
Proses operasi memberi tumpuan kepada penetapan kedudukan dan parameter. Sebelum memotong, kelengkapan paip perlu ditetapkan oleh lekapan untuk memastikan garis pemotongan berserenjang dengan paksi (sisihan ≤0.5 °), dan daya pengapit perlawanan dikawal pada 5-10MPa untuk mencegah ubah bentuk; Semasa pemotongan plasma, muncung disimpan 3-5mm dari dinding paip, dan tekanan gas (udara atau nitrogen) ditetapkan kepada 0.6-0.8mpa untuk mengelakkan perbezaan arka; Pemotongan laser perlu menyesuaikan kedudukan fokus mengikut ketebalan dinding, dan tumpuan paip berdinding tebal diselaraskan ke 1/3 dinding paip untuk meningkatkan penembusan pemotongan.
Pemprosesan seterusnya mempengaruhi kualiti akhir. Selepas pemotongan, pengisar sudut (dengan roda pengisaran 120-grit) diperlukan untuk mengeluarkan burrs untuk membuat kekasaran rentas keratan ra≤12.5μm; Paip keluli tahan karat perlu dilancarkan (direndam dalam larutan asid nitrik selama 10-15 minit) untuk mencegah karat pada pemotongan. Untuk adegan dengan keperluan ketepatan yang tinggi (seperti pemasangan paip ekzos kereta), sisihan sudut yang betul perlu dikesan oleh instrumen pengukuran tiga koordinat untuk memastikan ia memenuhi standard toleransi ± 0.1 °.
Memotong sudut kanan pada ftiub oval latMemerlukan pertimbangan kedua -dua prestasi peralatan dan butiran proses. Melalui kedudukan yang tepat, pengoptimuman parameter dan pemprosesan seterusnya, seksyen silang yang lancar dan kesan pemprosesan sudut tepat dapat dicapai, memberikan jaminan asas untuk pengedap dan kekuatan struktur sambungan saluran paip.